鐵型覆砂鑄造工藝防止鑄件縮孔縮松的各種方法及其成功案例
球墨鑄鐵具有強度高、韌性好、成本低等優點,廣泛應用于汽車、農機、船舶、管道、液壓機械等重要的制造業中,但是球墨鑄鐵件的縮松縮孔缺陷一直是生產中存在的一個突出問題。鐵型覆砂鑄造是在金屬型鑄造和殼型鑄造的基礎上發展起來的一種鑄造新技術。
由于鐵型和覆砂層組成的鑄型剛性好、冷卻快、覆砂層致密度好,生產的鑄件具有尺寸精度高、加工余量小、表面質量好、內部組織致密、產品質量一致性好等優點,尤其對于球墨鑄鐵件,可以充分利用石墨化膨脹,來發揮其自補縮特性。但這并不代表鐵型覆砂鑄造球墨鑄鐵件不會有縮松縮孔缺陷,都可以實現無冒口鑄造。本文以球墨鑄鐵的凝固特點為理論基礎,結合數值模擬技術,介紹了鐵型覆砂鑄造工藝防止鑄件縮孔縮松的各種方法及其成功案例。
1 球墨鑄鐵的凝固特點
國內外鑄造工作者對球墨鑄鐵進行了幾十年的研究,得出了它和其他合金不同的凝固特點,主要表現在以下方面:
(1)球墨鑄鐵的共晶凝固范圍較寬。球墨鑄鐵共晶結晶時,由于加鎂處理的結果,石墨核心在液相中長到一定尺寸時即被奧氏體包圍。由于奧氏體外殼阻礙碳原子自熔融液體向石墨球擴散,使得石墨球生長速度減慢,因而凝固過程進行較慢,以至于要求在更大的過冷度下通過在新的石墨異質核心上形成新的石墨晶核來維持共晶凝固的進行。所以,共晶轉變在一個較寬的溫度范圍內進行,導致鑄件在很寬斷面上固液兩相共存,呈糊狀凝固,使其凝固過程中的補縮變得困難。
(2)球墨鑄鐵的石墨核心多。與灰鑄鐵相比,球墨鑄鐵要經過球化和孕育處理,其石墨核心較灰鑄鐵多很多,共晶團尺寸也比灰鑄鐵細得多。
(3)球墨鑄鐵凝固石墨化膨脹力大。球墨鑄鐵在共晶凝固過程中石墨很快被奧氏體殼包圍,石墨長大所引起的膨脹不能傳遞到鐵液中,從而產生較大的共晶膨脹力,石墨化膨脹力達到灰鑄鐵的5倍。若鑄型的剛度不高,則引起鑄型的脹大和鑄件外形脹大,石墨化膨脹力釋放,減少了對金屬凝固收縮時的補縮作用,由此產生縮孔和縮松傾向增大。
(4)球墨鑄鐵凝固過程的體積變化模式分為三個階段:鐵液充型后至冷卻到共晶溫度過程中的液態收縮;共晶凝固過程中由于石墨球的析出引起的體積膨脹;鐵液凝固后冷卻過程中的體積收縮。
關于球墨鑄鐵凝固過程中的體積變化,國內外專家提出了許多計算方法。一汽錫柴周亙高工在結合了前人計算方法基礎上,提出了新的計算方法:w(Si)量為2.5%的鑄鐵,共晶奧氏體含w(C)量為1.54%~1.6%;若鐵液含3.8%C和2.5%Si,則石墨析出量為3.8%-(1.54~1.6)%=(2.2~2.26)%,膨脹量為4.4%~4.52%(每析出1%石墨的體積膨脹量為2.02%≈2%)。澆注溫度按1 350℃,共晶溫度為1150℃,去除澆注系統內降溫50℃,過熱度為150℃,按液態收縮率(1.6~1.8)%/100℃計算,液態收縮量為2.4%~2.7%,金屬凝固體收縮率按無石墨化的鋼的數據3%計算,則總收縮量為5.4%~5.7%。若澆注溫度更高,則總收縮量更大,顯然不能完全由石墨化膨脹抵消。因此,不管采用何種工藝,球鐵件總是需要補縮的,只要鑄型剛度足夠,球鐵就不會產生收縮的觀點是不對的,鐵型覆砂鑄造工藝也不例外。
2 數值模擬技術的應用
鑄造CAE技術是采用計算機及相關軟件對鑄件的充型和凝固過程進行數值模擬,并對得到的數據進行處理分析,以預測缺陷,優化工藝。
充型模擬是模擬金屬液在鑄型中的流動過程對鑄件成形的影響,金屬液平穩的流動和合理的充型順序是保證鑄件質量的重要條件,也是合理的凝固順序的前提條件。通過充型模擬可以分析金屬液在澆冒口系統中的流動狀態,優化澆冒口系統,避免金屬液的流股分離,降低金屬液對模型的沖洗侵蝕。凝固過程是金屬液充滿型腔后,由液態向固態轉變的過程。通過凝固模擬可以分析金屬液在鑄型中的凝固順序,并可對凝固過程中出現的缺陷進行預測。
目前,數值模擬技術已經廣泛的應用于鑄造工藝設計。鐵型覆砂鑄造工藝相比一般砂型鑄造工藝其傳熱過程相對復雜,包括“鑄件-覆砂層-鐵型-大氣”之間的傳熱,在通過試驗及生產實踐驗證后,該工藝的模擬分析也相對成熟、可靠。
3 球鐵件的補縮方法
鐵型覆砂鑄造工藝的兩大特點是:①鑄型剛性好;②調節鑄型內各個部位的覆砂層厚度,可以在一定程度上改善各部位的冷卻速度。所以,在工藝設計時要充分利用其優勢。對于球鐵件來說,鑄型剛性好,能夠更加有效地發揮其石墨化膨脹的自補縮特性。一般認為,在不發生石墨漂浮、沒有初生石墨析出的前提下,w(C)和w(Si)量越高,孕育作用越強,越有利于石墨化,而且石墨化膨脹量越大,自補縮作用就越好。
但是,正如前面所述,不管鑄型剛性有多好,球鐵件總是需要補縮的。在鐵型覆砂工藝中,防止鑄件縮孔縮松的方法有以下幾種,并結合實例給以說明。
3.1 無冒口法
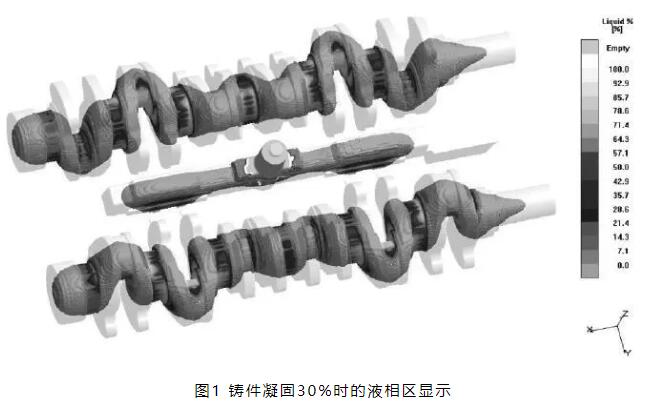
無冒口法是通過澆注系統進行液態補縮,**限度地利用石墨化膨脹完成自補縮。鐵型覆砂工藝**成功應用于曲軸的生產,曲軸的無冒口鑄造也是最為典型的,其工藝特點就是采用了厚大的澆注系統來給鑄件提供液態補縮。無冒口法適用于鑄件模數>2.5cm的球墨鑄鐵件,要求鐵液的冶金質量高,采用小的扁薄內澆道,多點分散引入鐵液,在不出現鑄件冷隔的情況下,澆注溫度要低。
圖1為斯太爾615曲軸澆注后凝固30%時的液相區顯示。由圖可見,在凝固前期,曲軸扇板上的內澆道就已經封閉,主軸頸和連桿頸中心形成了整體粗大的液相區,后期完全依靠石墨化膨脹來實現自補縮。
3.2 順序凝固法
順序凝固是指鑄件按照由表及里、由薄向厚的方向進行凝固,冒口設置在鑄件最后凝固的部位,冒口頸比鑄件晚凝固,冒口最后凝固。
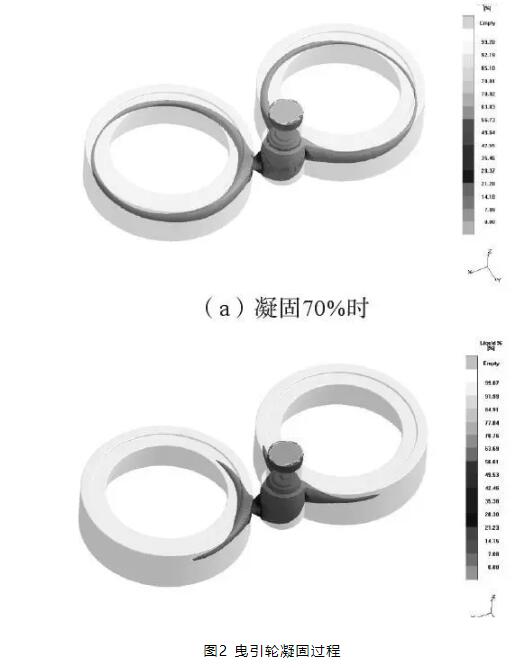
圖2是曳引輪鐵型覆砂工藝凝固過程模擬。在鑄件凝固70%時,鑄件中心還未凝固,而且呈現從冒口的最遠端向冒口方向凝固的趨勢;在凝固90%時,鑄件內只有冒口附近還有液態金屬,而冒口內還有大量液態金屬,整個凝固過程為順序凝固。圖2 曳引輪凝固過程
3.3 直接實用冒口法
直接實用冒口法是利用冒口來補縮鑄件的液態收縮。當液態收縮終止或體積膨脹開始時,讓冒口頸或者內澆道及時凝固,從而在鑄型內共晶膨脹使金屬液處于正壓力之下,預防鑄件內部出現真空度。直接實用冒口適用于鑄件模數<2.5cm的球墨鑄鐵件,鑄件工藝出品率高,冒口便于去除。
軸承蓋單件重3.6kg,輪廓尺寸為118mm×110mm×60mm,材質為QT500—7,采用鐵型覆砂鑄造工藝時一型布置14件,使用直接實用冒口對鑄件進行液態補縮,圖3為軸承蓋澆注后凝固60%時的液相區顯示。由圖可見,此時冒口頸已經凝固,鑄件和冒口中的液態金屬已經斷開。該工藝出品率達到76.5%,比粘土砂鑄造的工藝出品率(51.5%)提高了 25%。
3.4 均衡凝固法
均衡凝固理論認為,在鑄鐵中澆冒口的作用只是用來補充鑄件冷卻、凝固時產生的脹縮的差值,冒口不必晚于鑄件凝固,其核心是:冒口既要離開熱節又要靠近熱節,以減少冒口對鑄件的熱干擾和利于補縮。
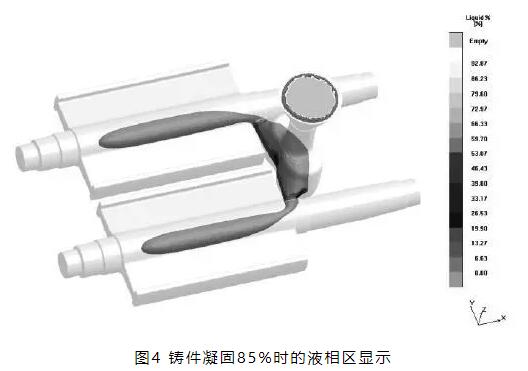
轉子材質為QT500—7,鑄件長628mm,寬195mm,中間圓柱直徑65mm,中間圓柱與兩側平板相交,形成熱節。采用均衡凝固法,將冒口設置在熱節旁邊的圓臺側面,扁平的內澆道向著圓柱的內徑方向,避免鐵液直接對著熱節充型。圖4為轉子鑄件澆注后凝固85%時的液相區顯示。由圖可見,中間圓柱的熱節處即將形成孤立的液相區,該液相區在后期的凝固過程中由石墨化膨脹抵消了其體積收縮。
3.5 冷冒口法
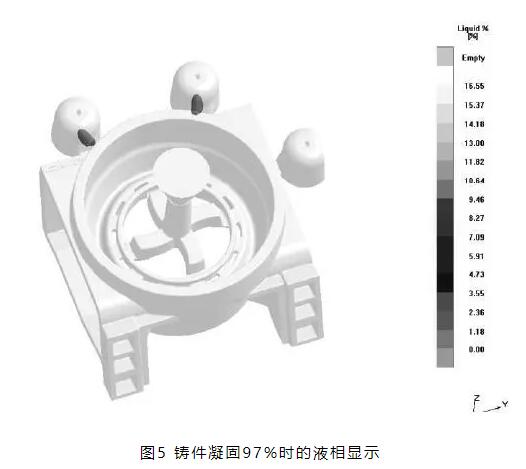
對于無法達到自補縮條件的孤立熱節,可以采用冷冒口法,但要求冷冒口熱節大于孤立熱節,冷冒口凝固比熱節處要晚,否則效果適得其反。某電梯基座材質為QT500—7,重95kg。圖5為鑄件澆注后凝固97%時液相區顯示。圖中顯示,鑄件已經完全凝固,只有冷冒口中還有小部分金屬液未凝固,三個冷冒口所連接的即為鑄件的三個大的熱節部位。
3.6 激冷法
激冷法主要用于防止鑄件孤立熱節處的縮孔縮松,加大孤立熱節處的凝固速度,其措施包括使用薄覆砂層、覆砂鐵芯、冷鐵等。
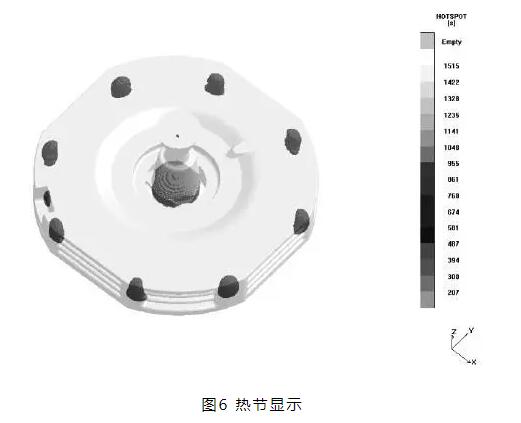
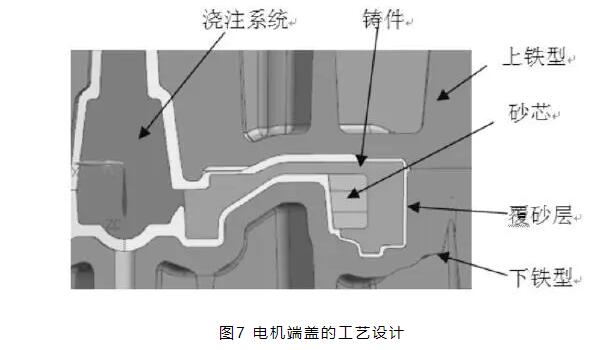
圖6為高鐵電機端蓋澆注后的熱節顯示圖。鑄件重48kg,壁薄處厚度為12mm,壁厚處厚度為40mm,圖中顯示,熱節在鑄件外側的8個壁厚處,如果采用冷冒口法,需要在每個熱節處都設置冷冒口,會使工藝出品率大為降低,而且增加鑄件清理工作量。實際實施方案采用了激冷法,通過設置薄覆砂層來對鑄件熱節處進行激冷。圖7為電機端蓋的工藝設計,圖中可見鑄件各部位的覆砂層厚度是不一樣的,在鑄件壁厚處覆砂層厚度為3mm,在鑄件壁薄處覆砂層厚度為9mm。
(1)鐵型覆砂鑄造的鑄型剛性好、冷卻快、覆砂層致密度好,在生產球墨鑄鐵件時,可以充分利用石墨化膨脹來發揮其自補縮特性,但是根據球墨鑄鐵的凝固特點及其凝固過程的體積變化,得出鐵型覆砂鑄造工藝生產球墨鑄鐵件也是需要補縮的。
(2)鐵型覆砂鑄造工藝相比一般砂型鑄造工藝其傳熱過程相對復雜,包括“鑄件-覆砂層-鐵型-大氣”之間的傳熱,通過試驗及生產實踐驗證后,該工藝的模擬分析也相對成熟、可靠。
(3)鐵型鑄型剛性好,能夠有效發揮其石墨化膨脹的自補縮特性,在不發生石墨漂浮、沒有初生石墨析出的前提下,C和Si量越高,孕育作用越強,效果越好。
(4)鐵型覆砂鑄造采用無冒口法、順序凝固法、直接實用冒口法、均衡凝固法、冷冒口法和激冷法等各種方法防止鑄件縮孔縮松缺陷產生的成功案例表明,要針對各種不同鑄件具體分析設計鐵型覆砂鑄造工藝的必要性。
轉自熱加工論壇
上一篇:中頻電爐修爐、補爐操作規范(小容量)
下一篇:八種牌號球鐵,元素成分控制對照表【僅供參考】

